Ремонтуємо компресор пневмосистеми автомобіля
Незважаючи на відмінності компресорів за кількістю циліндрів, обсягом, продуктивності, конструкції розвантажувального пристрою, типу охолодження nf іншими параметрами, всім їм властивий ряд характерних несправностей. При цьому причинами несправностей компресорів можуть бути як зміни технічного стану деталей і вузлів самих компресорів, так і порушення в роботі пневмосистем і систем автомобілів, що забезпечують працездатність компресорів. Часто причини несправностей тісно взаємопов'язані між собою.
Про які ж несправності йде мова? Чи не найпоширенішою несправністю є підвищений викид масла в пневмосистему. Це може бути пов'язано і з надмірним зносом циліндрів, поршнів і поршневих кілець компресора, і з підвищеним тиском картерних газів двигуна, і недостатньою пропускною спроможністю повітряного фільтра або впускного патрубка.
Інша причина, яка часто зустрічається - компресор не створює в пневмосистеме необхідного тиску. Причина може полягати і в надмірному зносі деталей циліндропоршневої групи компресора, і в інтенсивному нагарообразованості на голівці циліндрів або в нагнітальному патрубку, і в негерметичність впускних або випускних клапанів, і в витоку повітря з пневмосистеми, і в несправності або неправильному регулюванні розвантажувального клапана. У свою чергу надмірний знос деталей циліндропоршневої групи компресора може бути наслідком його перегріву або експлуатації двигуна на забрудненому маслі. Причини перегріву компресора - закоксованность випускного патрубка, несправність системи розвантаження компресора, недолік або застосування невідповідної охолоджуючої рідини
Нерідко при роботі компресора прослуховуються шуми і стуки різного характеру і розташування. Причинами їх найчастіше є або надмірний знос поршнів і циліндрів, або знос підшипників і шийок колінчастого вала. Останнє відбувається, як правило, або при недостатньому тиску в системі змащення двигуна, або внаслідок експлуатації двигуна на забрудненому моторному маслі.
В результаті впливу безлічі різних чинників настає момент, коли компресор виходить з ладу. Цілком природно, що у власника транспортного засобу виникає питання, що робити: відремонтувати вийшов з ладу компресор або замінити його новим? Деякі скептично ставляться до відновлених агрегатів і віддають перевагу новому компресора, вважаючи, що ресурс відновленого компресора істотно нижче, ніж у нового. Найчастіше це пояснюється тим, що уявна простота конструкції компресорів створює у деяких, з дозволу сказати, «фахівців» необгрунтовано спрощений підхід до їх ремонту, коли замінюються лише окремі елементи компресорів без відновлення працездатного стану базових деталей. Цілком очевидно, що відремонтований таким чином компресор прослужить не довго.
Поряд з цим практика показує, якщо ремонт компресора виконаний професійно, з дотриманням технічних умов, встановлених виробником, то ресурс відновленого компресора можна порівняти з ресурсом нового компресора. При цьому вартість відновленого компресора становить 50-60% ціни нового компресора. Іншими словами - за істотно менші гроші споживач отримує компресор з експлуатаційними характеристиками нового компресора! Що стосується компресорів вітчизняного виробництва, то відновлення їх економічно не виправдане.
Для уявлення про те, що ж включає ремонт компресора, за рахунок чого забезпечується висока якості його ремонту, наведемо опис застосовуваної в компанії технології ремонту на прикладі компресора KNORR-BREMSE серії LP 49.
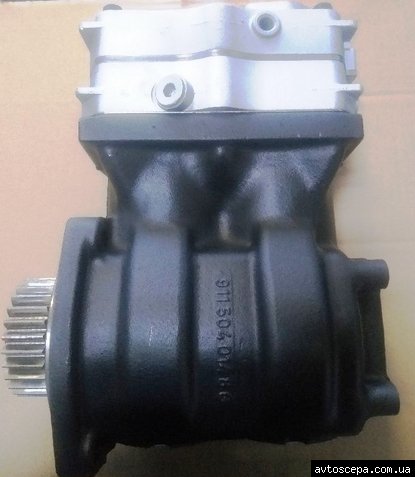
У переважній більшості випадків надходять в ремонт компресори зовні покриті товстим шаром олійно-грязьових відкладень (фото 1).

Фото 1. Зовнішній вигляд надійшов в ремонт компресора
Видалення цих забруднень проводиться в мийній установці при температурі миючого розчину 75-800 ° С і тиску 0,3 МПа.
Потім компресор повністю розбирається, що називається, «до гвинтика» (фото 2).

Фото 2. Деталі компресора (за винятком корпусу)
Прокладки, ущільнення, пластинчасті клапани, клапани розвантаження, поршні утилізуються, інші деталі знову піддаються мийці (фото 3).
 Фото 3. Мийка деталей
Фото 3. Мийка деталей
Стара фарба, продукти корозії, смолисті відкладення, нагар видаляються піскоструминної обробкою (фото 4) на установці NORBLAST SD.9
 Фото 4. Піскоструминне очищення корпусу компресора
Фото 4. Піскоструминне очищення корпусу компресора
Очищені від забруднень деталі компресорів перевіряють на наявність дефектів і визначається ступінь їх придатності. Обгрунтованість висновків наших фахівців про ступінь придатності деталей базується на володінні ними технічними умовами на ремонт компресорів, знанні характерних дефектів деталей і умінні виявляти ці дефекти.
Пояснимо, з якими дефектами деталей ми маємо справу при ремонті компресорів.
Корпус компресора. Найбільш поширені дефекти корпусу - знос, деформація, задираки поверхонь циліндрів, знос підшипників колінчастого вала, знос, деформація, корозійні пошкодження поверхні прилягання до плити клапанів, знос паза під штифт виконавчого механізму системи розвантаження, пошкодження лакофарбового покриття. Ці дефекти в умовах спеціалізованого сервісного центру нашої компанії усуваються без будь-яких проблем. А ось якщо при дефектації корпусу виявлені тріщини, обломи, пробоїни, аварійний знос пазів під штифти виконавчого механізму системи розвантаження, то такий корпус підлягає заміні.
 Фото 5. Дефектація корпусу компресора
Фото 5. Дефектація корпусу компресора
Колінчастий вал. Порівняно рідко спостерігається знос шатунних або опорних шийок валів. У тих випадках, коли конструкцією компресора не передбачена обробка шийок в ремонтні розміри, при виявленні їх зносу колінчастий вал підлягає заміні. Вибраковуються також колінчаті вали з тріщинами, сколами, ушкодженнями різьби.
 Фото 6. Дефектация колінчастого вала
Фото 6. Дефектация колінчастого вала
Плита клапанів. Найбільш часто зустрічається дефект плити - місцевий знос поверхні, що сполучається з випускними клапанами. Рідше спостерігається деформація і корозійні пошкодження привалочних поверхонь. Причиною вибракування плити найчастіше є тріщини (фото 7а) або знос паза під штифт виконавчого механізму системи розвантаження (фото 7б).
 Фото 7. Дефекти плити клапанів (7а - зліва, 7б - праворуч)
Фото 7. Дефекти плити клапанів (7а - зліва, 7б - праворуч)
Головка циліндрів. Характерним дефектом голівки циліндрів при підвищеному викиді масла є відкладення товстого шару нагару на її внутрішній поверхні. При цьому погіршується тепловіддача головки циліндрів, в результаті чого головка циліндрів перегрівається, а її поверхня прилягання до плити клапанів деформується. При наявності зовнішніх механічних пошкоджень, корозійних пошкоджень сорочки охолодження головка циліндрів підлягає заміні.
Шатун. Знос, деформація отворів верхньої головки, знос, деформація отворів нижньої головки, вигин, скрученність стрижня - характерні, але порівняно рідко зустрічаються дефекти шатунів. При наявності хоча б одного з перерахованих вище дефектів шатун вибраковується зважаючи на економічну недоцільність його відновлення.
За результатами дефектації встановлюється перелік і послідовність виконання ремонтних впливів, необхідних для відновлення працездатного стану деталей і далі проводиться ремонт деталей.
Знос циліндрів компресора усувається або обробкою в ремонтний розмір, передбачений виробником, або постановкою ремонтних гільз з подальшою обробкою циліндрів в номінальний розмір. Обробка циліндрів включає розточування і хонінгування (фото 8). При цьому забезпечується необхідний монтажний зазор 0,06 ÷ 0,08 мм і високу якість поверхні циліндрів R а = 0,66 ÷ 0,74 мкм.

Фото 8. Обробка циліндрів: а (зліва) - розточування; б (праворуч) - хонінігованіем
Знос, деформацію поверхні прилягання до плити клапанів усуваємо шліфуванням витримуючи шорсткість поверхні R а ≤ 0,80 мкм.
Також шліфуванням обробляємо поверхні прилягання плити клапанів і головки циліндрів.
Після чого деталі компресора «проходять» остаточну мийку. Тут не можна не згадати одну прописну істину: якщо при ремонті деталей, вузлів, агрегатів машин не забезпечується ретельне очищення їх від експлуатаційних і технологічних забруднень, то, за великим рахунком, ремонтом цих деталей, вузлів і агрегатів взагалі не слід і займатися.
Для захисту від зовнішніх впливів і додання товарного вигляду корпус компресора забарвлюється.
Важливу роль у забезпеченні якісного ремонту грає правильний вибір комплектуючих - наша компанія використовує виключно продукцію провідних європейських виробників. Цілком довіряючи партнерам постачальникам комплектуючих для ремонту компресорів, компанія здійснює вхідний контроль продукції, що поступає.
Поряд з відновленням деталей відповідно до технічних умов, наявністю якісних комплектуючих надійна робота компресора в значній мірі залежить від того, наскільки правильно виконана його складання. Це стосується, перш за все, дотримання послідовності складання, забезпечення регламентованих зазорів в з'єднаннях деталей циліндро-поршневої групи і кривошипно-шатунного механізму, дотримання моментів і послідовності затягування різьбових з'єднань. Нижче наводяться фрагменти технологічного процесу складання компресора (фото 9-15).
Фото 9. Підготовлені до збірки корпус (а - зліва), поршнева група з шатунами (б - праворуч)

Фото 10. Встановлення поршня в зборі з шатуном в корпус компресора

Фото 11. Корпус в зборі з колінчастим валом і шатунно-поршневою групою

Фото 12. Корпус з встановленими елементами системи розвантаження

Фото 13. Встановлення плити клапанів

Фото 14. Корпус в зборі з плитою клапанів

Фото 15. Повністю зібраний компресор
Після складання компресора проводиться перевірка його працездатності.
З метою відстеження якості відновлення на корпус компресора наноситься спеціальне маркування, що дозволяє встановити дату відновлення компресора, а також конкретного фахівця, який виконував будь-які роботи по його ремонту.
Термін гарантії на відновлений в компресор становить шість місяців. Умовами вступу в силу гарантійних зобов'язань на компресор є дотримання правил його технічної експлуатації, а також виконання комплексу обов'язкових заходів при встановленні компресора на автомобіль і запуску його в роботу.
1. При встановленні компресора на автомобіль слід:
переконатися, що шляхи проходження повітря у впускний і нагнітальної магістралях чисті, без масляних відкладень, які не закоксовані чи не засмічені фрагментами прокладок або будь-якими сторонніми предметами; при необхідності прочистити магістралі або замінити;
переконатися, що канал трубопроводу підведення масла до компресора чистий без будь-яких відкладень і сторонніх включень, відсутні пошкодження трубопроводу; при необхідності прочистити трубопровід або замінити;
перевірити канали патрубків підведення / відведення охолоджуючої рідини до компресора на відсутність відкладень, сторонніх предметів, переконатися у відсутності деформації, корозійних та інших пошкоджень патрубків; при необхідності прочистити патрубки або замінити;
видалити старі ущільнення з приєднувальних поверхні блоку циліндрів;
при централізованій системі змащення замінити моторне масло; при автономної мастилі - заповнити компресор маслом, згідно з приписами виробника;
замінити повітряний фільтр компресора (якщо передбачений конструкцією);
замінити фільтруючий елемент воздухоосушитель.
2. Монтаж компресора на автомобіль виробляти в послідовності і з дотриманням технічних умов відповідно до керівництвом по експлуатації та технічного обслуговування автомобіля. При монтажі компресора не допускається застосування герметика зважаючи на небезпеку потрапляння його в масляні канали, в клапана і подальшої відмови компресора. Крім того, попадання фрагментів герметика в картер двигуна і далі в масляні канали може привести до відмови двигуна.
3. Після установки компресора на автомобіль:
заповнити і прокачати систему охолодження двигуна;
прокрутити двигун, що не заводячи його, щоб створити тиск в системі мастила компресора.
4. Запустити двигун і на оборотах холостого ходу перевірити, щоб не було витоків стисненого повітря, охолоджуючої рідини, масла. Провести пробну експлуатацію компресора, переконавшись в його нормальній роботі.
5. Під час експлуатації слід регулярно проводити технічне обслуговування компресора і систем, що забезпечують його функціонування, з періодичністю, встановленої керівництвом по експлуатації та технічного обслуговування автомобіля.
Дотримання цих рекомендацій дозволить забезпечити довговічну і безвідмовну роботу компресора Вашого автомобіля.